|
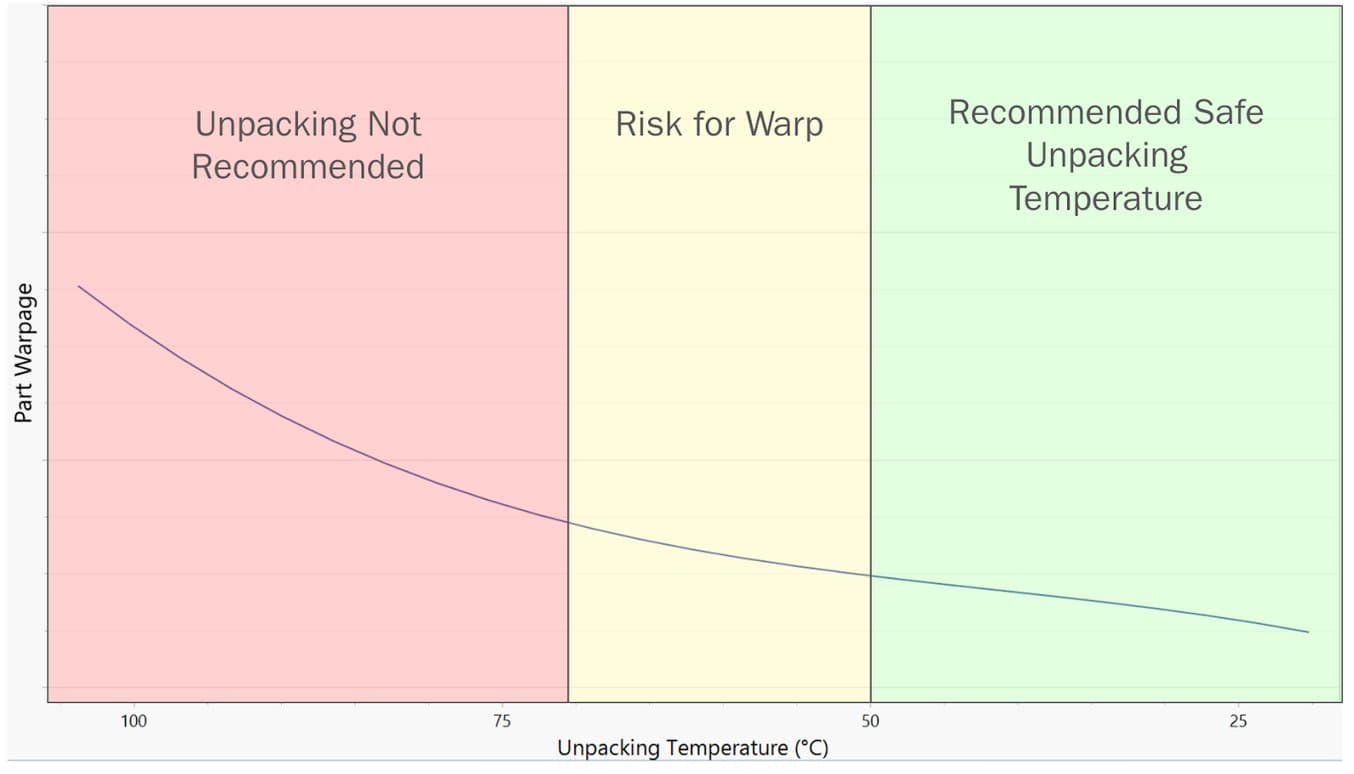
Fuse Series工作流程中一个不可或缺但经常被忽视的步骤是冷却。此期间,打印已完成,但建造室和粉末饼需要冷却后才能进行后处理,这对零件的精度有直接影响。从打印机中过快地取出建造室以及从建造室中过快地取出粉末饼可能会导致零件严重翘曲。PreForm是 Formlabs 的预先打印软件,除了估计总打印时间外,还对“额外冷却”提供了非常保守的估计。用户应遵循 Fuse 系列打印机的接口来了解何时从打印机中取出建置室并将其插入 Fuse Sift。然后,Fuse Sift将提供温度读数和有关拆开建造室和后处理的建议。 平衡高吞吐量需求和 100% 尺寸精度是关键。 Formlabs 团队已详尽测试了我们建议的冷却时间,以确保您可以选择最适合您独特工作流程的时间表。 冷却建议:测试参数Formlabs 团队使用Fuse 1+ 30W 打印机上的尼龙 12 粉末测试了这些参数。建造室内充满了各种不同的部件,填充密度为 15%。对建造室各个角落的零件进行了测试。打印了多个相同的构造,并在不同温度(范围从 100°C 到 25°C)下从打印机中取出建造室。测量零件的翘曲度,并绘制其与预期形状的差异与零件拆包时的温度的关系图。 不同冷却时间对翘曲的影响 |
 |
|
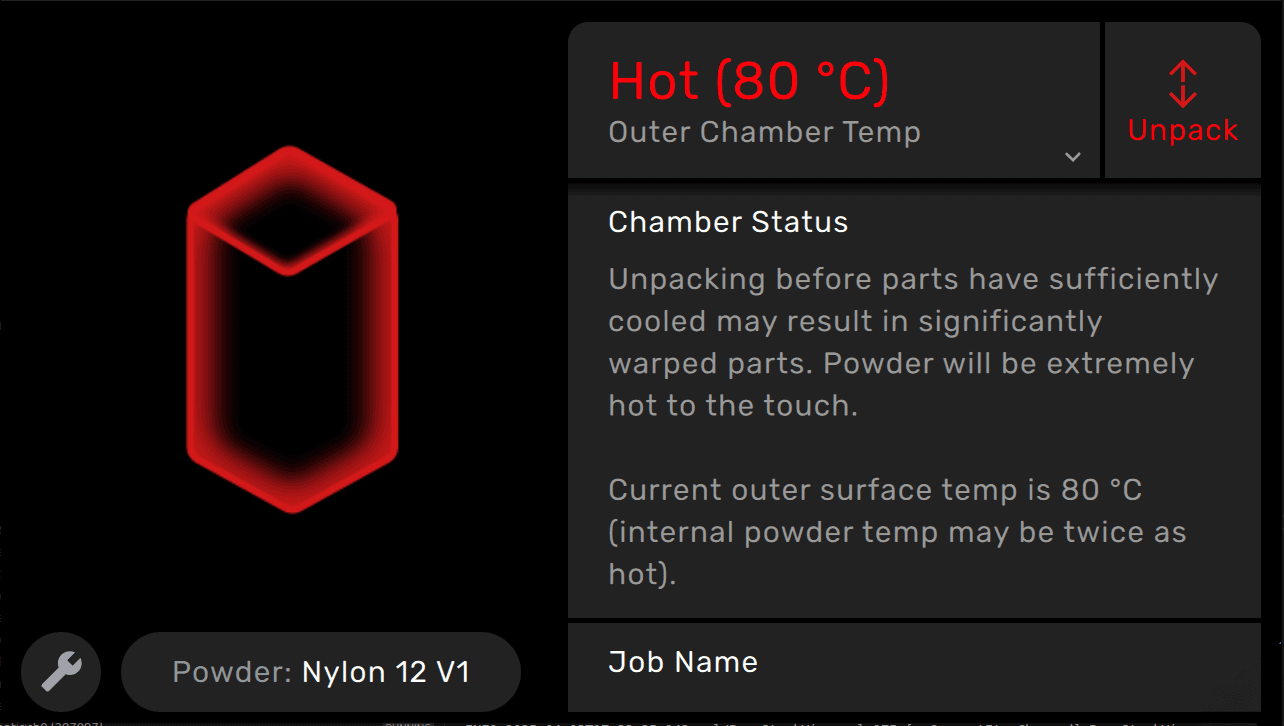
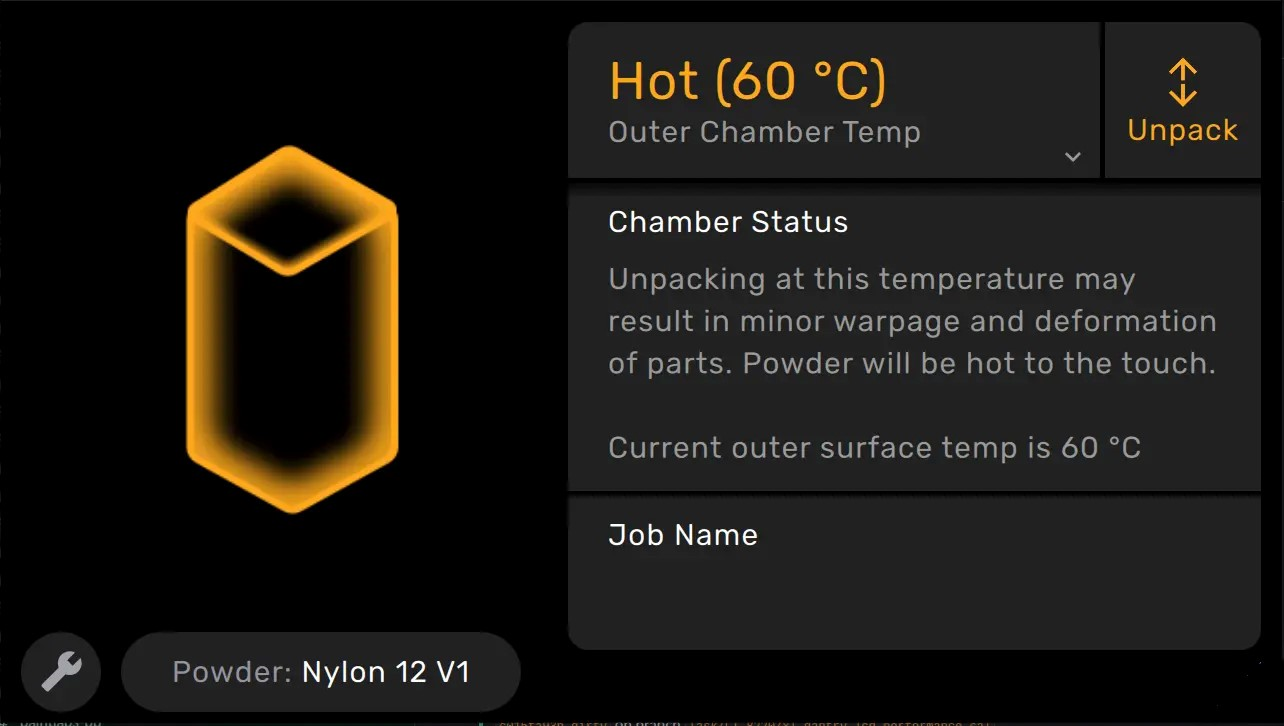
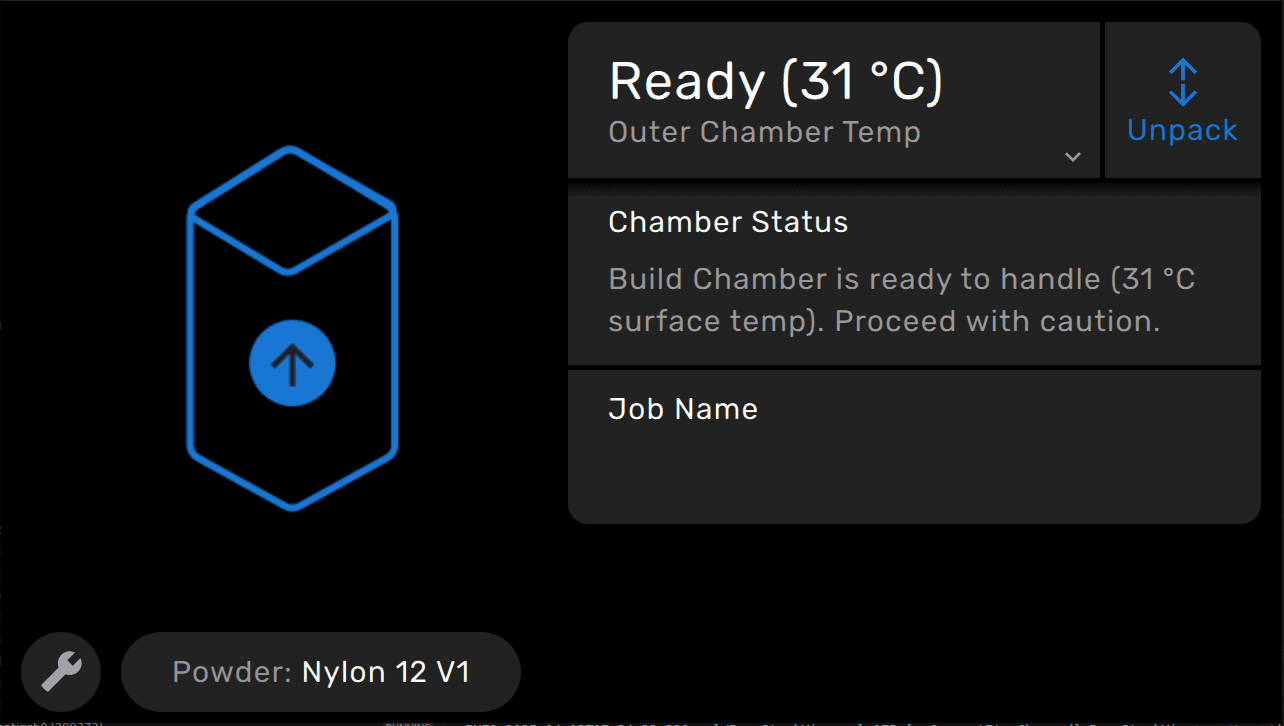
测试的主要结论是,在较高温度下拆开的零件会表现出较高的翘曲程度。在许多在 100°C 下拆包的模型中,其零件的翘曲程度是室温下拆包的模型的两倍。类似地,尺寸最精确的零件是那些在室温下拆开的零件。 然而,当建造室达到 50°C 时拆开的部件的翘曲程度并没有比在室温下拆开的部件严重得多。在高于 70°C 的温度下拆开的零件会出现持续的翘曲,并且对于试图在此温度下插入零件构建室的用户,Fuse Sift 将继续显示警告。 对于试图优化工作流程以提高吞吐量和大批量生产的用户来说,稍微缩短冷却过程可以提高吞吐量,但用户应该会看到零件出现一定程度的扭曲,尤其是在建造室的外角。这种效果在打印的长而薄的部件上最为明显,这些部件的最长长度沿着 Z 轴方向。制定一个生产计划,允许完全冷却至最佳的 50°C,但至少保持在 50°C 到 70°C 之间,这将提高生产出高质量、始终准确的零件的机会。 保险丝筛选建议与监控为了帮助确保零件的准确性和保真度,Fuse Sift 将显示建造室的温度以及有关拆包和后处理步骤时间的建议。 |
 |
 |
 |
|
Fuse 系列 SLS 生态系统和工作流程旨在提供具有一致性和可靠性的工业质量、耐用的零件。通过提供有关冷却时间的额外指导,我们希望使您的工作流程尽可能高效,同时又不损失任何部件的保真度或可重复性。 |



